Tel : +8618355333980
Tel : +840949930668(CDCP)
Email : contact@wantaiglobal.com
Email : loki@wantaiglobal.com
Address : Intersection of Guohuai Road and Chunshen Street, Shannan New District, Huainan City, Anhui province, China

Access exclusive offers, news,and more.
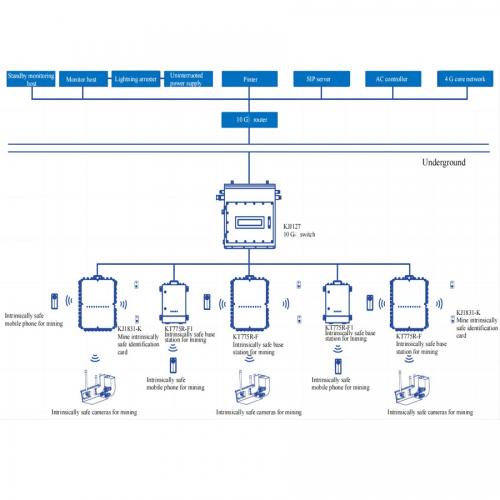
 IPv6 network supported
IPv6 network supported