Automatic monitoring system of mine water pump
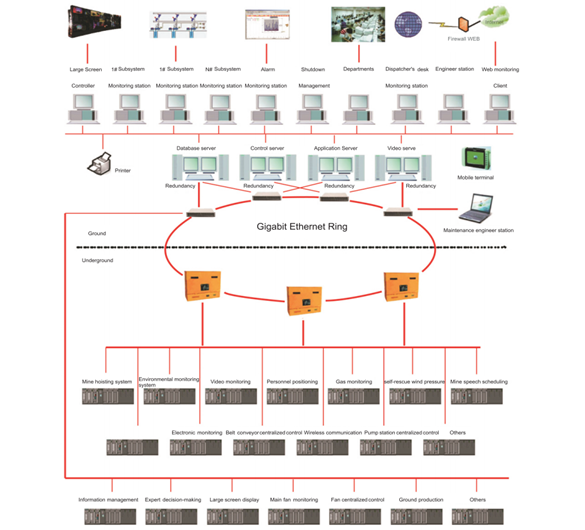
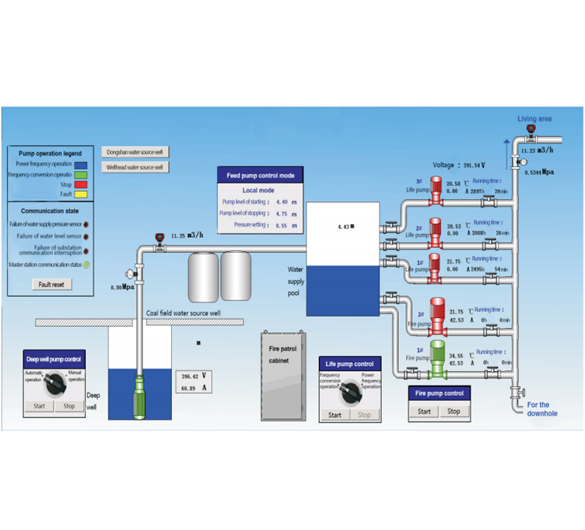
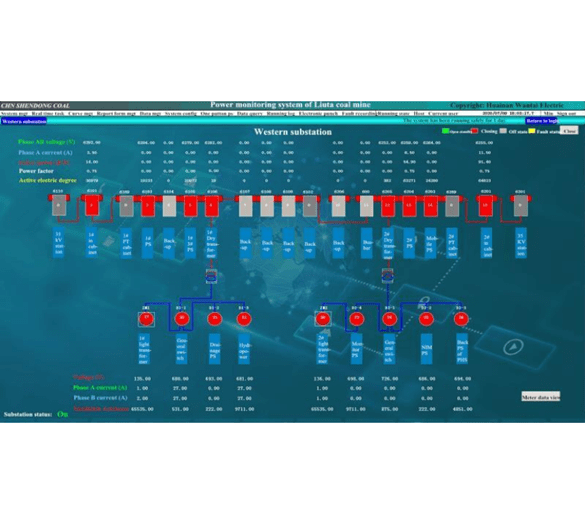
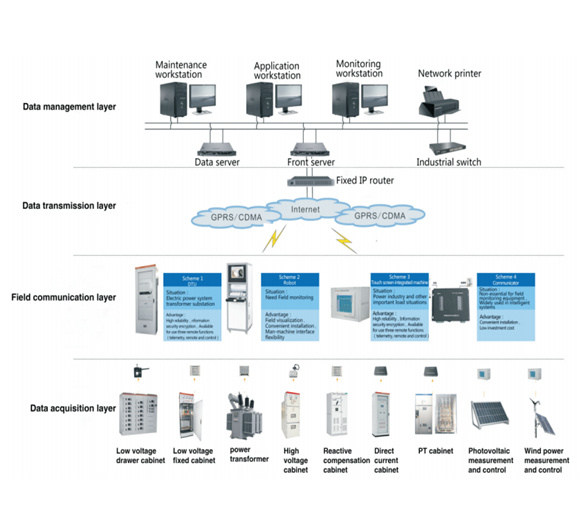
1. Product description The coal well pump is one of the main equipment to ensure the safety of mine production, and the remote control and monitoring of underground pumping station is an important part of the construction of integrated automation. At present, in the underground pumping station drainage system design, generally set up a number of pumps, rotating for work. These pumps have high voltage, high power and complicated operating conditions, so it is difficult for them to monitor in real time. In addition, the traditional manual operation is widely used in the water filling (vacuum pumping), water level monitoring of water tank and the operation and management of pump house before the water pump is started. The traditional mode of operation is cumbersome, with high labor intensity, human factors, long time for starting pump, and low degree of automation, has been unable to meet the requirements of modern mine management, therefore, it is necessary to make the pump room to achieve automation control. Our company designed and developed the main mine drainage pump automatic monitoring system can solve these problems nicely. 2. Main functions Seven control modes are optional, they are centralized control automatic, centralized control semi-automatic, centralized control manual, local automatic, local semi-automatic, local manual, local maintenance (debugging). Each pump can choose operating modes of running, standby, maintenance, so as to improve the reliability and efficiency of the overall operation of the pump house. The system has the functions of protections and voice alarms, when the conditions of the switch failure, the pump overheating, bearing overheating, motor overheating, pressure drop, flow down, motor overload, valve failure, etc. The system will automatically stop running, and voice will make alarm. The detection function of the system is complete, it can detect the flow rate, water level, water pressure, vacuum, motor temperature, pump temperature, current, voltage, gate valve status and so on. A video image monitoring device is configured to monitor the working state of the field device in real time. The monitoring industrial computer of the ground control room adopts one master, one backup, with 21 inch large screen TFT color LCD display. The operating state, production and mining parameters, faults of the process equipment can be displayed visually. The downhole control machine has a menu-type user interface, and all the protection values can be set by the cursor and the keyboard, and the user can also shield the unnecessary protection function according to the field conditions. The system has functions of history data report, history curve inquiry, history fault record, fault screen, parameter setting, display function and report form printing. The communication interface of the system configuration: Ethernet, PROFIBUS and RS485 interface, easy to network with power monitoring system and all mine automation system. 3. ...






 IPv6 network supported
IPv6 network supported